Особенности применения электронных компонентов без содержания свинца (Pb-free) (Часть 2.)
< Часть 1
Как их паять?
Прежде всего, следует развеять наиболее часто встречающееся среди разработчиков и производителей электронной техники заблуждение, что компоненты, не содержащие свинца, требуют специальных припоев и технологий пайки. В данном вопросе все ведущие производители единодушны – большинство Pb-free компонентов полностью совместимы со стандартными технологиями пайки оловянно-свинцовыми припоями. Исключения из этого правила – микросхемы в корпусах Ball Grid Array (BGA) и с редко встречающимися покрытиями выводов с использованием висмута (материал покрытия выводов конкретного электронного компонента, как правило, указан на сайте производителя). Более того – совместимость с требованиями RoHS, равно как и знак Pb-free вообще не означают, что элемент можно паять бессвинцовыми припоями, т.к. большинство из них имеют повышенную температуру плавления. Этот факт отдельно оговаривается в документации на элемент (см. максимально допустимую температуру пайки). Использовать технологии пайки, не использующие свинцово-содержащие припои, вам однозначно придётся лишь в том случае, если продукция должна соответствовать требованиям директивы RoHS. В таблице 2 приведены различные комбинации материалов выводов и технологий пайки с указанием возможных проблем и несовместимостей.
Таблица 2. Комбинации материалов выводов и технологий пайки и их совместимость
| Тип корпуса |
Технология пайки1 |
Покрытие выводов |
Возможные проблемы |
| С выводами |
Традиционная, оловянно-свинцовый припой |
Олово/свинец |
Нет |
| Чистое олово (Pb-free) |
Нет |
| Золото- палладий- никель (Au-Pd-Ni) (Pb-free) |
Нет |
| Сплав олова и висмута (Pb-free) |
Плохое качество пайки из-за реакции со свинцом |
| Высокотемпературная, бессвинцовый припой |
Олово/свинец |
Присутствие висмута (Bi) в паяльной пасте может вызвать реакцию со свинцом, что приведёт к плохому качеству пайки. Вероятность расслоения под воздействием высоких температур. |
| Чистое олово (Pb-free) |
Нет |
| Золото- палладий- никель (Au-Pd-Ni) (Pb-free) |
Нет |
| Сплав олова и висмута (Pb-free) |
Нет |
BGA
CSP |
Традиционная, оловянно-свинцовый припой |
Олово/свинец |
Нет |
| Сплав SnAgCu (Pb-free) |
Требуется повышение температуры пайки, возможно преждевременное старение паек и непропай |
| Высокотемпературная, бессвинцовый припой |
Олово/свинец |
Вероятны дефекты |
| Сплав SnAgCu (Pb-free) |
Нет |
|
Примечание: 1 Стандартные температурные «профили» для традиционной технологии и высокотемпературной технологии с использованием бессвинцовых припоев приведены в стандарте JEDEC [4]. Ещё раз обращаем ваше внимание – совместимость со стандартом Pb-free не означает совместимости с высокотемпературной технологией пайки!
|
Как видно из таблицы, традиционная технология пайки с использованием оловянно-свинцовых припоев полностью совместима с новыми Pb-free компонентами (за исключением интегральных микросхем в корпусах BGA и редко используемых покрытий с использованием висмута). Интегральные микросхемы с многослойным покрытием выводов золотом, палладием и никелем (Au-Pd-Ni) (этот материал выбран в качестве основного, к примеру, фирмами Texas Instruments и ST Microelectronics) имеют наименьшую вероятность несовместимости с технологией пайки. В таб. 3 приведен краткий обзор наиболее популярных припоев для традиционной и Pb-free технологий.
Таблица 3. Основные типы припоев, используемых в электронной промышленности и их особенности
| Название |
Состав |
Особенности |
| BiSn |
58% висмут, 42% олово |
Низкотемпературный. Точка плавления 138°C; слабая прочность пайки, особенно при термоциклировании; совместим с выводами, покрытыми чистым оловом; сравнительно низкая стоимость |
| SnPb («традиционный») |
60% олово, 40% свинец |
Общего применения; точка плавления 183°C; совместим с выводами, покрытыми чистым оловом; блестящий; низкая цена |
| SAC |
96.5% олово, 3.0% серебро, 0.5% медь (содержание меди может незначительно отличаться) |
Наиболее популярный Pb-free припой, совместим с традиционными оловянно-свинцовыми покрытиями и покрытием чистым оловом; точка плавления 219°C; матовый |
| SnAg |
96.5% олово, 3,5% серебро |
Точка плавления 221°C; совместим с выводами, покрытыми чистым оловом; не совместим с традиционными оловянно-свинцовыми покрытиями |
| SnCu |
99.3% олово, 0.7% медь |
Совместим с традиционными оловянно-свинцовыми покрытиями и покрытием чистым оловом; точка плавления 227°C; матовый; низкая стоимость; невысокие механические параметры |
| Sn |
Олово > 98% |
Cовместим с традиционными оловянно-свинцовыми покрытиями и покрытием чистым оловом; точка плавления 232°C; блестящий; не переносит эксплуатации при низких температурах |
| SnPb (высокотемпературный) |
5% олово, 95% свинец |
Cовместим с традиционными оловянно-свинцовыми покрытиями и покрытием чистым оловом; используется для корпусов типа Flip-Chip и BGA; точка плавления ок. 300°C; |
К сожалению, практически все припои, имеющие температуру плавления, близкую к 183°C (температура плавления традиционного оловянно-свинцового припоя) имеют серьёзные недостатки. В эту группу входят припои с использованием индия (основной недостаток – высокая цена), цинка (основной недостаток – проблемы с коррозией) и висмута (несовместим со свинцом, низкая прочность). Основываясь на результатах многолетних исследований, крупнейшие ассоциации производителей электронной техники (в частности, INEMI) рекомендуют в качестве альтернативы традиционным припоям сплавы SAC для пайки в печке и SnCu для пайки «волной»[5]. Основной проблемой при переходе на данные типы бессвинцовых припоев является более высокая температура плавления, что, в свою очередь, требует изменения профилей пайки. Стандартные профили пайки для Lead-free технологии приведены в стандарте JEDEC [4].
При ручной пайке Lead-free припоями (SAC-305) можно дать следующие рекомендации:
- Температуру жала следует повысить до 343°C (по сравнению с 315°C для оловянно-свинцовых припоев)
- Для защиты жала паяльной станции от окисления следует более тщательно очищать его и, по возможности, держать жало полностью покрытым припоем
- Использовать разные жала для пайки оловянно-свинцовыми и Lead-free припоями во избежание их смешивания
- Для соблюдения необходимых температурных профилей следует увеличить время разогрева и скорость охлаждения (жало следует убирать быстрее)
При выполнении этих рекомендаций и достаточной квалификации монтажников, качество ручной пайки Lead-free припоями соответствует наиболее высокому классу III требований IPC [8].
Что касается флюсов, клеев, смывок и других вспомогательных веществ для пайки, подавляющее их большинство может быть использовано как в традиционной технологии, так и при высокотемпературной пайке Lead-free припоями. То же касается и технологического оборудования (для нанесения паяльных паст и т.д.).
Другие аспекты
Важным моментом является тот факт, что повышенная температура пайки приводит к более высокой чувствительности компонентов к влажности. Это связано с тем, что повышение температуры пайки всего на 25°C приводит к примерно 1,5-кратному повышению давления водяного пара внутри компонента, что может вызвать различные механические дефекты. Чувствительность электронных компонентов к влажности стандартизирована [4] и выражается в так называемом уровне чувствительности к влажности (MSL - Moisture Sensitivity Level). При переходе на Lead-free технологии производители стремятся сохранить уровень MSL, однако это получается не всегда. В ряде случаев компоненты, выполненные по новой технологии, имеют более низкий уровень MSL, что приводит к ужесточению требований при их хранении (разумеется, лишь в случае использования высокотемпературных профилей пайки).
Припои, не содержащие свинца, как правило, имеют более высокий коэффициент поверхностного натяжения, что приводит к увеличению числа дефектов типа «tombstone» (поднятие компонента при пайке, см. Рис. 2).
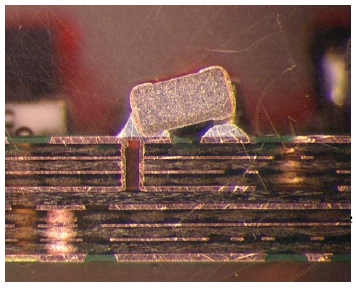
Рис. 2 Дефект типа «поднятие компонента при пайке» (tombstone)
Кроме этого, отмечается ухудшенная смачиваемость выводов припоем при пайке выводных компонентов и увеличение числа дефектов типа «voids» (полости, рис. 3) при пайке микросхем в корпусе BGA, особенно при использовании плохо совместимых комбинаций припоя и материала «шариков».
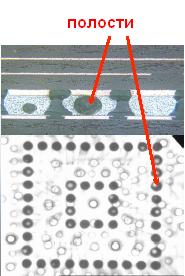
Рис. 3 Дефект типа «полость» (voids) при пайке микросхем в корпусе BGA
В то же время, при чётком соблюдении требований к профилям пайки, большинством исследователей отмечается в целом более высокое качество пайки при использовании Lead-free технологий. Следует лишь иметь в виду, что характер наиболее часто встречающихся дефектов при переходе на новые технологии может измениться, что потребует адекватных изменений в системе контроля качества. Особенно это касается компонентов, выводы которых имеют покрытие Au-Pd-Ni, визуальный контроль качества пайки которых имеет существенные отличия.
Ещё одним немаловажным аспектом в наших климатических условиях является тот факт, что при температурах, ниже 13°C происходит фазовое превращение олова из b- в a- фракцию, известное, как «оловянная чума». В связи с этим, некоторые производители ограничивают срок хранения компонентов с покрытием из чистого олова при пониженных температурах, также следует учитывать этот эффект при использовании припоев с высоким содержанием олова. Так как «оловянная чума» сильно сказывается лишь при температурах ниже -40°C (при около-нулевых температурах процесс трансформации занимает многие годы) её влияние на Lead-free компоненты на данный момент изучено слабо [6]. Вероятно, это является причиной того, что практически никто из производителей на данный момент не перевёл на Lead-free технологии компоненты военного (Military и Aerospace) исполнения.
Следует также отметить проблему несовместимости некоторых традиционных электронных компонентов с Lead-free технологиями пайки. В первую очередь, это электролитические конденсаторы, большинство из которых имеет максимально допустимую температуру пайки в 225°C. Также следует обращать внимание на максимально допустимую температуру пайки моточных компонентов (дроссели, трансформаторы, реле и т.д.). В таких случаях можно рекомендовать в качестве временного решения ручную пайку термочувствительных элементов после пайки в печке, а в качестве долговременного – переход на более высокотемпературные компоненты (например, танталовые и керамические конденсаторы взамен электролитических).
У компонентов с покрытием чистым оловом существует проблема роста «усов» (tin whiskers) на выводах, теоретически способных вызвать замыкание. На Рис. 4 приведена фотография такого дефекта при увеличении 3000х [7].
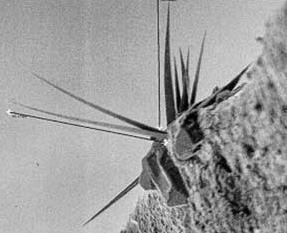
Рис. 4 Дефект типа «усы» (tin whiskers)
К счастью, хотя бы этот вопрос производители компонентов взяли под свой контроль – считается, что рост «усов» в большей степени зависит от особенностей технологического процесса покрытия выводов, не зависящего от конечного пользователя.
Выводы
Интегральные микросхемы и пассивные компоненты без содержания свинца (Lead-free, Pb-free) составляют всё больший процент среди электронных компонентов, в дальнейшем следует ожидать полного отказа от свинца в электронной промышленности. Экспортёрам продукции в страны ЕЭС и др. страны в самое ближайшее время придётся соблюдать требования директивы Евросоюза о запрещении использования опасных химических элементов в электронной продукции.
Подавляющее большинство компонентов без использования свинца совместимы со стандартными технологиями пайки оловянно-свинцовыми припоями (за исключением микросхем в корпусах BGA). В то же время, не все компоненты, произведенные по традиционной технологии совместимы с высокотемпературными технологиями пайки Lead-free припоями.
Использование наиболее популярных бессвинцовых припоев (сплав SAC) требует изменения профиля пайки (повышения температуры). Профили пайки стандартизированы JEDEC.
Высокотемпературные Lead-free технологии пайки требуют более жёсткого контроля параметров (температуры и скорости её изменения). В первую очередь, это касается инфракрасных печек, где параметры контролируются не так тщательно, как в конвекционных. Кроме этого, в некоторых случаях требуется модификация систем контроля качества. Также при изменении технологии пайки следует обращать внимание на условия хранения компонентов, в частности, учитывать уровень чувствительности к влажности (MSL). C другой стороны, при использовании Lead-free технологий повышается общее качество пайки, в частности, механические характеристики.
При выполнении ряда рекомендаций ручная пайка высокотемпературными Lead-free припоями обеспечивает все необходимые требования по качеству.
Литература
- DIRECTIVE 2002/95/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL
of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment. Official Journal of the European Union, 13.2.2003, L 37/19
- Smith, G.R. & J.I. Martinez (2003), Lead in December 2002. Mineral Industry Survey, United States Geological Survey http://minerals.usgs.gov/minerals
- JEDEC STANDARD Marking, Symbols, and Labels for Identification of Lead (Pb) Free Assemblies, Components, and Devices. JESD97 MAY 2004
- JOINT INDUSTRY STANDARD Moisture/Reflow Sensitivity Classification for Nonhermetic Solid State Surface Mount Devices. IPC/JEDEC J-STD-020C July 2004
- www.nemi.org/projects/ese/lf_assembly.html
- “Napoleon's Buttons and Lead-free Soldering” Ronald C. Lasky, Lead-free Electronics Magazine November, 2004
- Whisker Evaluation of Tin-Plated Logic Component Leads. Douglas W. Romm, Donald C. Abbott, Stu Grenney, and Muhammad Khan. Texas Instruments Application Report SZZA037A - February 2003
- Lead Free Hand Soldering. Lee Whiteman. A publication of the National Electronics Manufacturing Center of Excellence. April 2005
При подготовке материала также использованы данные фирм-производителей.
|